从生产管理的角度来说,实现生产中零库存和JIT的关键是执行,计划得当并得到快速准确的执行,是提高库存效益和生产效率的关键。
从技术角度来说,生产平准化,是实现零库存和JIT的基础。生产平准化指的是生产的平均和准确。
均衡生产(leveling production/level production)
领取零部件时应均衡地使用各种零部件,生产各种产品。不能单独生产一种产品。为此在制定生产计划时就必须全面考虑,然后将其体现在产品生产顺序计划之中。
均衡生产是拉动式生产的前提。均衡不仅是数量,而且包括品种、工时、设备负荷的全部均衡。备、工装始终处于良好状态,材料、毛坯供应准时,工人技术平和出勤率良好、稳定等都是实现均衡生产的前提和保证。各个环节都提供保障才能实现生产的均衡,尤其是在压缩在制品的情况下组织均衡生产难度更大、更艰巨。为此,全厂全方位地加了管理,组织了材料(毛坯)、工具、机床备件的准时化供应工作。各方面管理都开始了全神贯注的投入,后勤方面努力提供时化的优质服务,建立准时化生产体系。
为实现均衡生产,公司每月按销售要货计划编制装车计划,并根据市场需求,适时调整,做到不畅销的产品迅速停止生产,市场畅销的产品尽快作出安排,初步实现了多品种产品混流装配,不断提高均衡生产水平。
实现均衡生产暗生产管理的一项基本要求,生产不均衡,如月初松月末紧或者时松时紧,它的后果是:松时人员设备闲置、生产能力浪费、劳动纪律松驰;紧时加班加点突击生产,容易粗制滥造忽视质量,且工人疲劳,易出安全事故,设备长时间连续工作得不到正常保养,引起过度磨损,易出设备故障。事故多、停产多,任务难以完成,就要求加班突出。突击加班多,生产不正常,事故就增多,往往形成恶性循环。只有实现均衡生产,建立起正常的生产秩序,生产能力才能得到充分利用,才能保证有稳定的产品质量。
一般来说,在工作现场,物流越散乱越会产生不必要的浪费。为什么呢?因为现场能力不是平均值,而是要适合工作高峰。这种现象在丰田的历史上也有过。现场就必须使用能够适应高峰期的人员、机器和材料。但是这样一来,适合高峰期的能力在工作量少的时候会怎么样呢?那就会出现闲置,甚至会出现生产过剩这样的最大的浪费。
我们通常看到一些矛盾的现象:节假日经常要加班生产和日常订单不满临时放假。这个问题很大程度上影响了生产效率和品质。在开展了“均衡生产”项目后,这个问题很快得到缓解直至最终解决。
生产同步化的主要目的是减少在制品库存,而在JIT 看来,库存浪费的另一主要原因是生产过早或者过多,而这主要是传统生产方式中应对不确定性需求的重要手段,即保有高水平安全库存,采用大批次生产,在不能满足需求时借助加班、紧急采购等方式来满足。而当今的市场环境下,顾客需求的种类越来越多,每一种种类的需求数量也相对降低,因此,必须提供优秀的生产方式,及时地交付给顾客所需要的产品种类和数量,才能满足市场需求,从而在竞争中获胜。JIT 注重通过生产均衡化来满足需求。所谓生产均衡化,是指企业采购、制造以及配送的整个过程都与市场需求相符合。采用均衡化意味着最终供货与需求相适应,同时从需求开始进行拉动,总装配线在向前工序领取零部件时应均衡地使用各种零部件,生产各种产品。为此在制定生产计划时就必须加以考虑,然后将其体现于产品生产顺序计划之中。
平均化的方法
平均化的生产,要尽可能地降低在最终工序中即产品组装生产线上每天的生产量高峰,同时弱化低谷期,使得流程的表面变得和谐。它的意义有:
a. 使最终工序即组装生产线的计划期(例如,一个月)的单位期间(例如一天)的生产量差异变小。
b. 尽可能缩小批量,使各种产品流动生产
c. 最终理想是一个流程的生产和搬运。
这些意义用下面的例子说明。
●生产顺序和生产周期
假设在某个组装生产线上,产品A每个月的需要量是8000个,产品B是4000个,产品C是2000个,产品D是2000个,一个月工作20天,一天实际的工作时间是400分钟,各个产品的组装时间是0.5分钟。
在这个前提下,这些产品的流程有以下四个方案,由此我们来考察以上a.b.c 的意义。
方案1:各个产品的投入顺序是,需求量是8000的A产品从第一天到第十天持续生产,需求量是4000的B产品从第十一天到第十五天生产,需求量是2000的C产品从第十六天到第十八天,需求量是2000的D产品从第十九天到第二十天。使用这个方案,我们来考虑上述意义中的a,也就是说,这个方案是指一天的生产量有大小差别的情况。
如果用上述的各自工作天数来平均化生产各个产品的每月生产量,那么各种产品的日生产量,用很大批量按顺序生产。因此,如果周期不变,也就是说不进行作业员的再配置和工序的再安排,就很有必要提前工作或加班。例如,一部分D产品要在第十六天至十八天之间提前生产,或者第十九天和二十天要加班100分钟进行生产等。
下面,我们考虑一下将生产批量降到最小限度,这是生产各种产品的第二方案。此时,我们还是假定各种产品的每月生产量也是每日平均化地进行生产。此时的生产顺序,有下面两种情况:
第二方案①:全部生产完某个特定种类的产品之后再进行其他种类的生产,也就是说:
连续生产400台A 其后连续生产200台B
其后连续生产100台C 最后生产100台D
第二方案②:分割了以上各种产品每次的生产量,使批量变小,例如,把(AAAA、BB、C、D)作为一个循环周期,一天之内反复生产100次。
第三方案:各种产品完全打乱,进行一个流程的生产和搬运。这里仍然要假定各个产品的月生产量由每天均等生产来完成。例如(ABACABAD)(ABACABAD)
按这样的顺序,把各个产品一次生产的批量单独规定,每天生产100次。
上述方案2中的①和②以及方案3,日生产量都相同,所以每个操作方法的生产周期也一样。只是,产品的流动方式是不同的。
同样一种产品一次投入的批量越小,每一批量的产品所需要的时间也就越短。各个产品的组装时间大概是0.5分钟,因此,对于A产品来说,方案2①中的批量所需的时间是200分钟,方案2②是2分钟,方案3是0.5分钟。还有批量与批量的时间间隔也变短了。 我们再来以A产品为例,批量与批量的时间间隔分别是400分钟、4分钟,1分钟。其他产品以及不同的产品间的关系也是相同的。
每批产品所需要的时间和批量与批量的时间间隔短,有如下优点:
a 针对市场需要,供给的出品时间变短。
b 利用小批量以及一个流程的生产和搬运,工序间的未完成品和完成品的库存得到削减。
●决定投入顺序
前面所叙述的方案1和方案2中①的投放顺序可以说是“改变生产线的生产方式”(也被称为“间歇式组装生产线”)。但是方案2中的②和方案3可以称为混合产品生产线方式。混合生产线上产品投放顺序的确定有下面两个目的:
a 不让作业推迟 b 使得部件消费量的差异变小
为了实现这个目的,采用了实施顺序计划的简便方法“目标追踪法”。
平均化是看板管理的基础
提到丰田的“看板方式”,那是一种循环系统:只有使用的部分摘掉看板,到前工序只取这一部分,前工序只制造要被取用的部分。
对此我们常听到这样的声音:“那是比较方便的做法,即使是向外订货的部件,也只是把必需的数量写在纸上,这样就会准确地得到送来的部件。”看板方式成功的条件就在于,前面所说过的平均化生产是不是在最终工序上都很好地被实行了。
如果最终工序不实行平准化,只是贴上看板,通知对方拿来需使用的部分,对方就会像受到突然袭击一样不知所措。
一个工厂今天生产50箱,明天没有生产,后天生产150箱,甚至连什么时候再生产都不知道,就只是在布告板上写出这些数量需求,接到看板的人,肯定会手足无措的。
如果不是每天按照同样的方式、同样的间隔,生产基本相同的数量进行后工序,看板方式就不能成立。
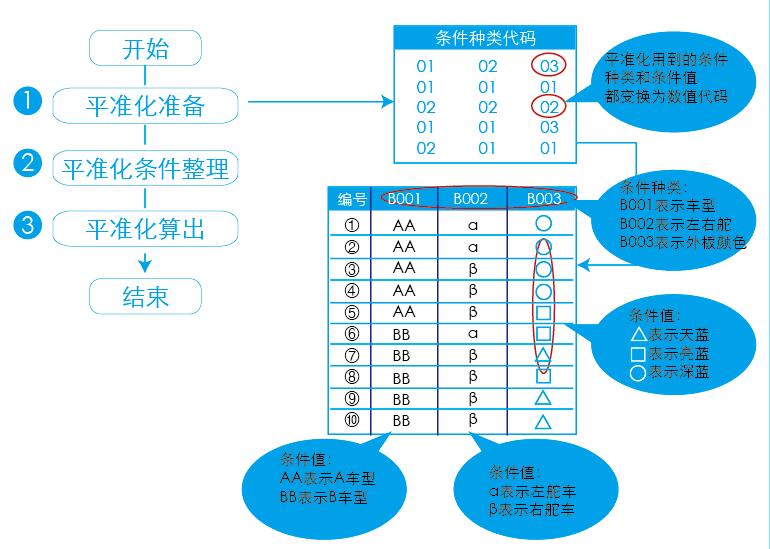
平准化核心算法流程